Stretch Film Slitting: How to Convert Jumbo LLDPE Rolls for the Packaging Industry
A technical guide for Indian film converters on slitting LLDPE jumbo rolls into saleable widths — covering blade selection, tension control, and machine buying criteria.
On this page
- Receiving and Mounting the Jumbo Master Roll
- Unwind control
- Blade and Knife Selection: Razor vs Shear
- Razor slitting
- Shear slitting
- Practical guidance
- Tension and Taper-Tension Control for Stretch Film
- Telescoping, Edge-Weave and Other Defects — Causes and Fixes
- Hand Roll vs Machine Roll: Specs, Core and Gauge
- Hand rolls
- Machine rolls
- Yield, Waste Control and Throughput
- Machine Buying Criteria and Why Yogi Engineering Works
- Frequently Asked Questions
- Razor or shear knives for stretch film?
- Why do my finished rolls come out narrower than the slit width?
- How do I stop rolls from telescoping?
- What single upgrade most improves stretch film slitting quality?
Jumbo LLDPE rolls arrive from film manufacturers in widths of 1,000 mm to 2,100 mm — far too wide for the hand-wrap and machine-wrap rolls that end users actually buy. Converting those master rolls into saleable widths is the core job of a stretch film slitting rewinding machine, and doing it poorly costs yield, raises reject rates, and erodes your per-roll margin. For film converters, packaging distributors, and rerollers across India, the technical decisions behind your slitting process directly determine your profitability.
Need a Slitter Built for Stretch Film?
Receiving and Mounting the Jumbo Master Roll
Everything starts with how you handle the incoming master roll. Stretch film jumbos are cast LLDPE, often mLLDPE-blended and multi-layer, supplied in widths from roughly 1,000 mm up to 2,100 mm on 3-inch cores at large diameters and heavy weights. A 2,100 mm jumbo can weigh several hundred kilograms, so safe loading is the first engineering concern — use a hydraulic or pneumatic roll lift, not manual handling, and a shaftless unwind cradle or a properly sized unwind shaft.
Before running, inspect the master roll. Check for transit damage, edge crush, embedded dust, gels, and any out-of-round condition that will show up as tension variation later. Stretch film is sensitive to even small unwind disturbances because it is so extensible; a dinged edge or a soft spot in the jumbo translates directly into rewind defects downstream.
Unwind control
The unwind must hold light, stable, controlled tension. Too much unwind tension pre-stretches the film before it ever reaches the knives, distorting gauge and width; too little lets the web wander. A driven or braked unwind with a dancer or load-cell feedback keeps web tension constant as the jumbo diameter falls. Centering the jumbo accurately on the unwind, so the web tracks straight into the slitting section, prevents a whole category of downstream tracking problems before they begin.
Blade and Knife Selection: Razor vs Shear
Slit-edge quality on stretch film is decided at the knife, and there is a real engineering choice between razor and shear cutting.
Razor slitting
Razor blades — used either in air (free span) or in a grooved roller — are simple, low-cost, and well suited to thin films. For typical stretch film gauges, razor-in-air slitting can produce clean edges with minimal setup, and blade changes are quick and cheap. The trade-offs are blade wear and a tendency to leave fuzz or angel hair if the blade dulls or the film is thick. Razor slitting is often the practical choice for standard cast LLDPE hand and machine roll widths.
Shear slitting
Shear cutting uses a pair of overlapping circular knives (top male, bottom female) acting like scissors. It gives the cleanest, most durable edge, handles thicker and multi-layer films better, holds tighter width tolerance, and lasts longer between changes — at the cost of more setup precision and higher tooling cost. For premium machine-grade rolls and wider gauges, shear slitting is worth it.
Practical guidance
- Match knife count and spacing to your roll width plan; a multi-cutter setup (for example a 5-cutter configuration) lets you take several finished rolls from one jumbo in a single pass.
- Keep blades sharp and replace on a schedule — a dull edge is the most common root cause of fuzz, slivers, and inconsistent width.
- Set correct overlap and side-load on shear knives; over-engagement chews the edge, under-engagement leaves it ragged.
Tension and Taper-Tension Control for Stretch Film
This is the single most important technical topic for stretch film, because the material is engineered to stretch — which means careless tension permanently deforms it. The goal is to wind a firm, stable roll without pre-stretching the film on the rewind.
Taper tension is essential. You wind tighter at the core and progressively reduce tension as the roll diameter grows. Without taper, the high cumulative wound-in tension at a large diameter crushes the inner layers, causes blocking, and produces a roll that is hard at the core and loose at the outside. A typical approach is to start at a controlled rewind tension and taper it down by a meaningful percentage toward the finished diameter; the exact curve depends on gauge, cling, and roll size and is dialled in by trial on your specific film.
Because stretch film is so extensible, the system should ideally control torque/tension closed-loop rather than rely on a fixed brake. Surface (centre-surface) winding helps with stretch film by supporting the roll face and keeping wound-in tension low, which reduces the tendency to neck-in and distort. Watch out for over-tension symptoms — necked-in (narrower) rolls, gauge bands, and crushed cores — and under-tension symptoms — soft, telescoping rolls that collapse in handling. Reproducible tension and taper settings are what let you make the same roll, shift after shift, that a customer's auto-wrapper will accept without complaint.
Want Closed-Loop Tension on Your Stretch Film Line?
Telescoping, Edge-Weave and Other Defects — Causes and Fixes
Most stretch film rejects come down to a short list of recurring defects. Knowing the cause lets you fix the process rather than scrap the roll.
- Telescoping (roll slides sideways like a collapsed telescope): caused by low or uneven tension, poor core grip, or misalignment. Fix by increasing core-zone tension, ensuring positive core locking (a good air shaft helps), and squaring up web tracking.
- Edge weave / wandering edge (slit edge oscillates across the roll face): caused by web drift, unstable unwind tension, or worn knives. Fix with steady unwind tension, accurate web alignment, and a web-guiding system to hold the line; replace dull blades.
- Necking-in (finished roll narrower than the slit width): caused by excessive rewind tension stretching the film. Reduce tension and apply proper taper.
- Soft / dished rolls: insufficient tension or no taper control. Tighten core tension and re-profile the taper curve.
- Crushed core / blocked inner layers: over-tension at start or no taper down. Lower starting tension and taper aggressively enough.
- Fuzz, slivers, angel hair at the edge: dull or wrongly set knives. Re-sharpen or replace, and correct shear overlap/side-load.
A web-guiding system on the slitter is one of the highest-return additions for eliminating edge weave and tracking-related waste, because it actively corrects lateral drift before it becomes a defective roll. Many converters add one specifically to stabilise stretch film slitting.
Hand Roll vs Machine Roll: Specs, Core and Gauge
Your rewind targets fall into two product families, and the machine must produce both reliably. Decide the spec before you set tension and knives, because weight, core, and gauge all interact.
Hand rolls
- Width: commonly 100 mm bundling rolls up to ~300–500 mm pallet hand wrap.
- Gauge: roughly 18–25 microns for standard hand wrap.
- Weight: kept light (about 1–3 kg net) for comfortable manual use.
- Core: typically lightweight paper cores; coreless economy rolls are also common.
Machine rolls
- Width: commonly 500 mm (also 250 mm for smaller wrappers).
- Gauge: roughly 17–35 microns; pre-stretch grades run thinner with higher yield.
- Weight: heavier (about 12–18 kg net) for long uninterrupted auto-wrap cycles.
- Core: robust 3-inch (76 mm) paper cores wound at controlled tension for high-speed dispensing.
Core handling is a real engineering detail. Use square-cut cores of consistent ID, grip them positively (a differential air shaft gives even tension across multiple cores on one shaft), and ensure cores are seated before winding starts to avoid telescoping. Gauge consistency must be verified by weighing finished rolls against target net weight, since gauge variation is invisible to the eye but immediately affects yield and load performance.
Yield, Waste Control and Throughput
Because raw LLDPE film is 80%+ of your cost, yield is where slitting either makes or loses money. Plan your slit pattern to use the full jumbo width with minimum trim — laying out roll widths so the sum, plus knife kerf, maps cleanly onto the 1,000–2,100 mm master. Edge trim from the jumbo's unusable margins is unavoidable but should be minimised and, where possible, recovered.
Key levers for waste control:
- Sharp, correctly set knives: eliminate fuzz and re-slits, the most common avoidable scrap.
- Stable tension and taper: prevent necked-in, telescoped, and crushed rolls that get rejected.
- Web guiding: remove edge-weave scrap and out-of-spec width.
- Fast, repeatable changeover: setup time is lost output; automatic tension and quick knife/core changes raise utilisation.
- Splice and start-up discipline: minimise the film wasted at every roll start and jumbo change.
Throughput on a multi-cutter automatic slitter depends on line speed (in MPM), roll size, and changeover frequency rather than peak speed alone. Model capacity against your committed order book and keep a realistic allowance for setup and core loading, so your quoted lead times hold up in practice.
It also pays to measure yield rigorously rather than estimate it. Weigh incoming jumbos and weigh finished output plus collected trim, and reconcile the two for every batch; the difference exposes hidden losses — gauge drift, excessive start-up scrap, or slit-pattern trim — that an eyeball assessment misses entirely. Track reject reasons by category (telescoped, necked-in, fuzzy edge, soft roll) so corrective action targets the real root cause instead of guesswork. On stretch film, where the raw material so dominates cost, a converter who runs at 96–98% yield will comfortably out-earn one at 92% on identical machinery and identical selling prices. The slitting machine sets the ceiling on what is achievable; disciplined process control determines how much of that ceiling you actually reach, shift after shift.
Machine Buying Criteria and Why Yogi Engineering Works
When specifying a slitter-rewinder for stretch film, evaluate it on the fundamentals that drive edge quality, roll consistency, and uptime: jumbo handling capacity for your widest master, automatic closed-loop tension with taper control, the right knife system (razor or shear) for your gauge mix, multi-cutter capability such as a 5-cutter layout, positive core gripping via a good air shaft, and the option of a web-guiding system. The same fundamentals apply whether you run a dedicated stretch film slitting rewinding machine or a broader slitting rewinding machine configured for film — match the build to your material, not to a catalogue headline.
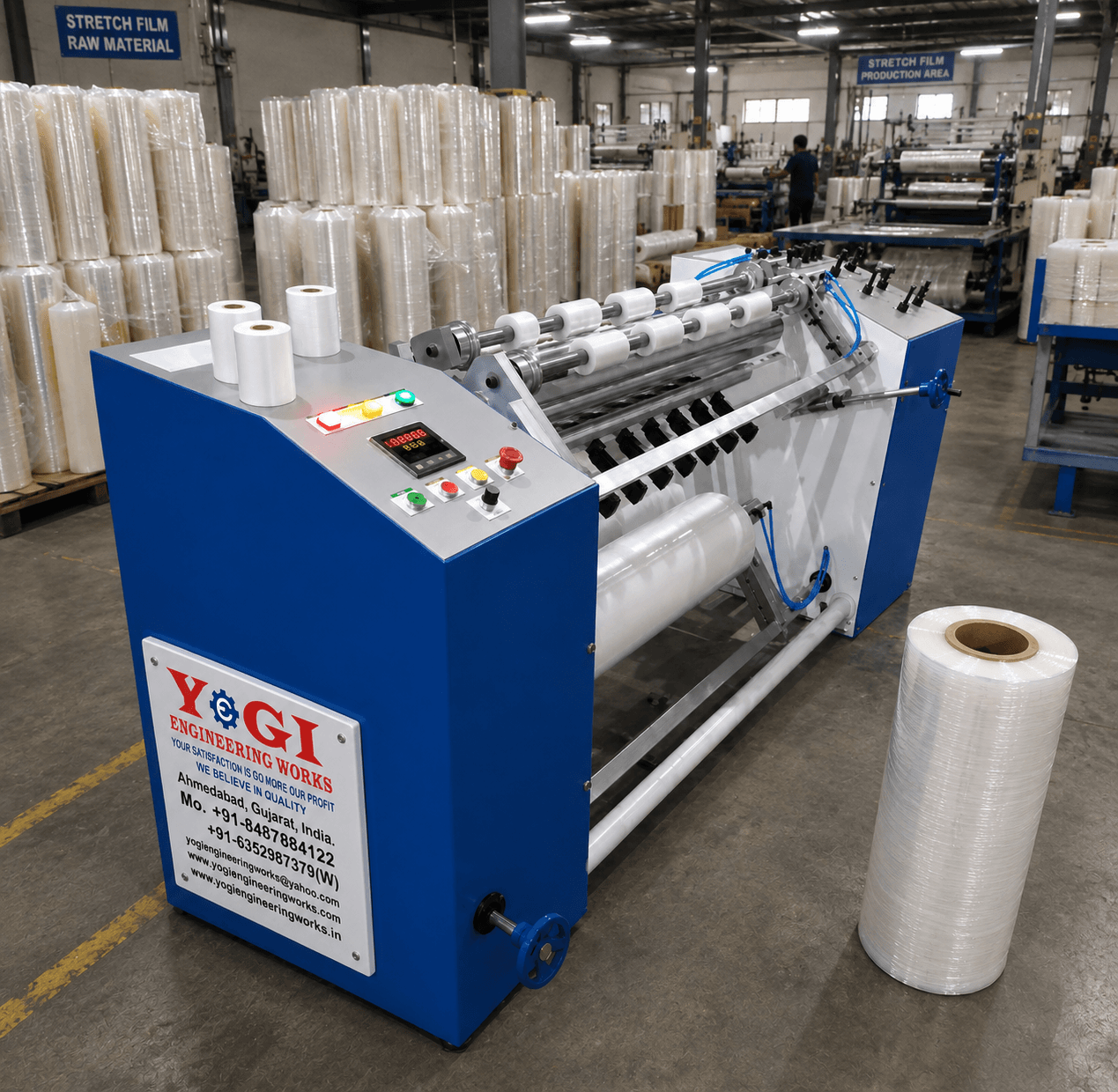
Yogi Engineering Works is an Ahmedabad, Gujarat based manufacturer, ISO 9001:2015 certified, exporting to the UAE, Saudi Arabia, Bangladesh, Sri Lanka, Kenya, and South East Asia. Our stretch film slitting rewinding machine is engineered for the tension sensitivity of LLDPE — automatic operation, reliable taper-tension control, multi-cutter slitting up to wide working widths, and robust core handling to keep telescoping and edge-weave out of your finished rolls. We supply at factory-direct pricing with on-site installation, operator training, and lifetime spares support. Speak with our engineering team on WhatsApp at +91-8487884122 to configure knives, tension, and width capacity around your exact jumbo and roll mix.
Frequently Asked Questions
Razor or shear knives for stretch film?
For standard cast LLDPE hand and machine roll gauges, razor-in-air slitting is simple, low-cost, and gives clean edges with quick, cheap blade changes — it is the common choice. Move to shear slitting when you run thicker, multi-layer, or premium machine-grade films and need the cleanest, most durable edge with tighter width tolerance, accepting more setup precision and higher tooling cost.
Why do my finished rolls come out narrower than the slit width?
That is necking-in, caused by excessive rewind tension stretching the extensible film. Reduce rewind tension and apply a proper taper-tension curve — tighter at the core, progressively lower toward the finished diameter — so the film is wound firm without being pre-stretched.
How do I stop rolls from telescoping?
Telescoping comes from low or uneven tension, weak core grip, or web misalignment. Increase core-zone tension, lock cores positively (a differential air shaft grips multiple cores evenly), keep the web tracking straight with a web-guiding system, and ensure cores are square-cut and seated before winding starts.
What single upgrade most improves stretch film slitting quality?
Closed-loop tension with taper control is the foundation, but adding a web-guiding system is often the highest-return single addition because it actively corrects lateral drift and eliminates edge-weave and out-of-spec width — two of the most common sources of scrap on stretch film lines.
Convert Jumbo LLDPE Rolls With Confidence
Written by
Yogi Engineering Works
Manufacturer of slitting rewinding & industrial converting machinery in Ahmedabad, Gujarat — serving packaging, printing & converting plants across India since 2021.
Want to discuss your line?
Share your width, speed and material — our engineering team will get back with a custom-built solution.
Machines mentioned in this guide

Slitting Rewinding Machine
Get factory-direct pricing — customised to your width, speed & material.

Rotogravure Printing Machine

BOPP Tape Slitting Rewinding Machine




Comments(0)
Be the first to comment.