Surface (Double-Drum) Slitting Rewinding Machine: How It Works & When to Use It
How a surface / double-drum slitting rewinding machine winds hard, large-diameter rolls — and which materials and plants benefit most from surface winding.
On this page
- What Makes Surface Winding Different
- How the Winding Cycle Actually Works
- Where Surface Winding Excels
- Where Centre-Shaft or Other Winding Types Win Instead
- Materials Best Suited to Surface Slitting Rewinding
- Key Specifications to Evaluate
- Troubleshooting Common Surface Winding Issues
- Roll builds soft in the middle, hard at the edges (or vice versa)
- Drum marking appearing on finished rolls
- Inconsistent hardness between the first and last roll of a long run
- Also Known As
- Why Yogi Engineering Works
- Frequently Asked Questions
- Is surface winding better than centre-shaft winding?
- Can surface winding mark or scuff delicate film?
- What controls roll hardness in a surface slitting rewinding machine?
- Which materials suit surface (double-drum) winding best?
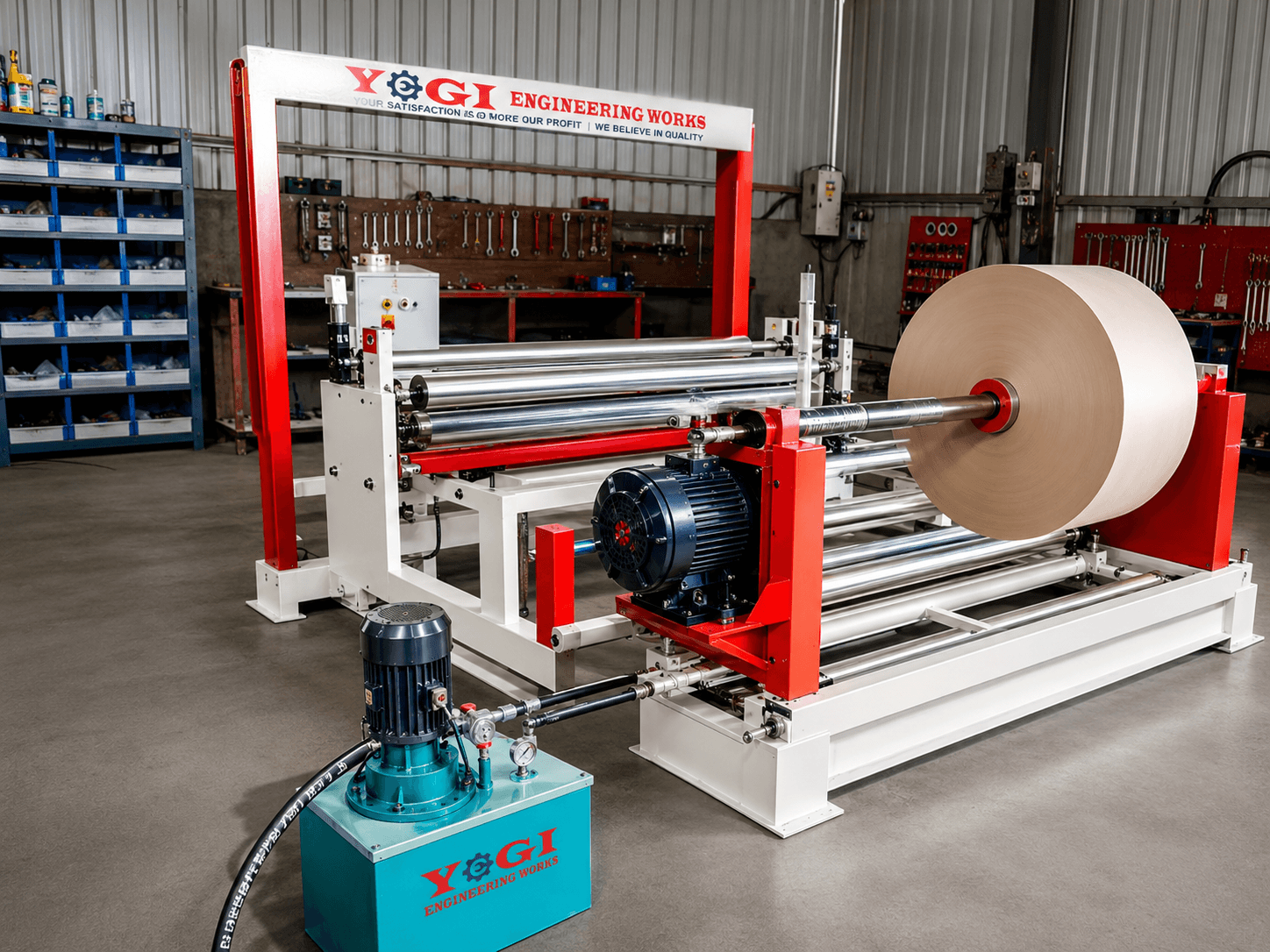
Ask a converting-floor veteran which winding style produces the hardest, most stable large-diameter rolls, and most will point to the same answer: a surface slitting rewinding machine. Also called a double-drum type rewinder, this machine winds finished rolls not on an individually driven centre shaft but on the surface of the material itself, riding between two rotating drums. That single difference changes almost everything about how roll hardness, diameter capacity, and tension behave compared with a centre-shaft machine. This guide explains exactly what surface winding is, how it works mechanically, why it matters for certain materials, and where it genuinely outperforms — and underperforms — other winding types.
Curious if surface winding is the right fit for your material?
What Makes Surface Winding Different
In a centre-shaft slitter rewinder, each slit strip winds on its own individually driven shaft, and roll hardness is controlled by directly regulating the torque or tension applied at that shaft. In a surface slitting rewinding machine, the logic flips: the finished roll sits cradled between two large rotating drums (or a drum and a rider roller), and it is the friction and nip pressure from those drums — not a shaft motor — that drives the roll and determines how tightly it winds. The roll grows in diameter as material accumulates, riding on the drum surface throughout, which is exactly why the machine is also called a double-drum type or surface-type rewinder.
This distinction is not a minor engineering footnote — it changes the entire winding physics. Because torque is being transmitted through surface contact rather than a shaft, roll hardness stays remarkably consistent from the core all the way out to a large finished diameter, provided drum speed and nip pressure are set correctly. A centre-shaft machine, by contrast, needs active tension tapering as the roll builds, or the inner wraps end up wound tighter than the outer ones.
The name "double-drum" is descriptive rather than a marketing label — in most builds there genuinely are two drums forming the winding nip, positioned so the growing roll sits cradled in the pocket between them, gaining rotation and winding force from friction contact with both surfaces simultaneously. Some configurations use one drum plus a smaller rider roller instead of two full-sized drums, but the operating principle — contact-driven winding rather than shaft-driven winding — stays the same either way. Understanding this helps when you're reading a supplier's technical drawing or comparing two machines that look different on paper but rely on the identical winding physics underneath.
How the Winding Cycle Actually Works
After the jumbo web has passed through the slitting section — typically shear-slitting for a clean edge — each slit strip is guided into its winding pocket between the two drums. The drums themselves rotate at a synchronised surface speed matched to line speed, and the roll being formed simply rides in the nip they create, picking up rotation from friction contact with both drum surfaces. As the roll's diameter increases, its own rotational speed (in RPM) naturally decreases to keep the same surface (linear) speed matching the drums — no active recalculation is needed the way it is with shaft-driven tension systems, because the physics of contact winding does this automatically.
Nip pressure between the drums and the growing roll is the main control lever an operator has. Higher nip pressure produces a harder-wound roll; lower nip pressure produces a softer one. This is typically adjustable via a pneumatic or hydraulic loading system on one of the drums, letting the operator dial in roll hardness to suit the specific material — firmer for dense paper and board, gentler for film or foil that could crease or emboss under excess nip force.
Where Surface Winding Excels
Surface winding earns its reputation in a few specific situations:
- Large-diameter rolls: because winding torque doesn't rely on a single shaft's motor and bearing capacity, surface winding scales to very large roll diameters more gracefully than shaft-driven winding, which faces growing bearing load and shaft deflection as diameter and roll weight increase.
- Consistent hardness across many narrow lanes: when a jumbo is slit into many narrow strips winding side by side, matching individual shaft tensions across dozens of lanes is a real engineering challenge. Surface winding gives every lane essentially the same nip-driven hardness without needing dozens of separately tuned tension zones.
- Paper and film that benefit from a firm, telescoping-resistant roll: materials prone to telescoping under shaft-driven tension taper mismatches tend to wind more predictably against a drum.
This is why surface (double-drum) rewinders remain the standard choice across large sections of the Indian paper and film converting industry, particularly wherever many narrow lanes or large finished diameters are the norm.
See surface winding produce hard, consistent rolls on your material.
Where Centre-Shaft or Other Winding Types Win Instead
Surface winding is not universally superior — it makes trade-offs that matter for certain materials. Because the roll surface is in continuous contact with the drums throughout the entire wind, materials with a sensitive or easily marked surface — soft-touch laminates, certain metallized films, or coated papers with a delicate finish — can pick up drum marking or surface scuffing that a non-contact-wound roll would avoid. For these, a centre-shaft slitting rewinding machine that winds on individual driven shafts without drum contact on the roll face is usually the better choice, since tension can be tuned individually per lane without any surface contact against the finished roll.
Very thin, delicate film and foil that require extremely gentle, lane-specific tension control — where even a small nip-pressure variance could stretch or crease the material — also tend to favour centre-shaft winding, because it offers finer, independent control per lane rather than one shared nip setting across the whole width. The practical rule of thumb: if your material is dense, forgiving of surface contact, and wound in many lanes or to large diameter, surface winding is usually the right call; if it is delicate, surface-sensitive, or needs lane-by-lane tension precision, centre-shaft winding usually serves better.
Materials Best Suited to Surface Slitting Rewinding
In practice, surface (double-drum) rewinders handle a broad materials range well, including paper of most grades, BOPP and polyester film, PET, PVC, and general plastic film, LD and PP material, aluminium foil and pharma foil in many configurations, and non-woven and woven fabric. The common thread is that these materials tolerate drum surface contact without cosmetic or functional damage, and benefit from the consistent hardness surface winding delivers across wide, multi-lane jumbo widths. Where a specific material needs surface protection despite its general suitability — a printed or coated paper, for instance — drum surface finish and cleanliness become a genuine operating discipline, not an afterthought, since any grit or residue on the drum transfers directly onto every roll that passes across it.
It's also worth noting that many converting plants run both winding types side by side rather than treating the decision as either-or. A plant slitting mixed paper and film orders, for instance, might dedicate a surface rewinder to high-volume paper and board work where hardness consistency across many lanes matters most, while routing delicate metallized or thin PET film through a centre-shaft line reserved for that purpose. Thinking of the two machine types as complementary tools for different jobs, rather than competing options for the same job, usually leads to a better long-term equipment plan than trying to force one machine to do both roles adequately.
Key Specifications to Evaluate
When assessing a surface slitting rewinding machine, look beyond the headline working width and speed to these mechanically meaningful details:
- Drum diameter and surface finish: larger, precision-ground drums with a consistent, well-maintained surface give more uniform nip contact and less risk of marking delicate materials.
- Nip pressure control type: pneumatic loading systems offer smoother, more repeatable adjustment than purely mechanical spring-loaded arrangements, especially across a production shift where consistency matters.
- Maximum roll diameter rating: confirm the drum spacing and machine frame are rated for your actual largest finished roll, not just your average one.
- Drive synchronisation: the two drums must run in precise speed sync; any drift causes uneven winding and roll distortion over a long run.
Troubleshooting Common Surface Winding Issues
Understanding the mechanics of surface winding also makes it far easier to diagnose problems on the shop floor rather than guessing. A few patterns show up repeatedly:
Roll builds soft in the middle, hard at the edges (or vice versa)
This is almost always a nip pressure distribution problem across the drum width rather than a material issue. If the drum loading arm applies uneven force along its length — often because of wear at one bearing or a slightly bent loading shaft — the nip closes tighter at one end than the other, and every lane across that width winds inconsistently. Checking loading-arm parallelism periodically catches this before it becomes a chronic quality complaint.
Drum marking appearing on finished rolls
Surface contact winding is unforgiving of a dirty or damaged drum. Any embedded grit, adhesive residue, or a small dent in the drum surface transfers onto every single roll that passes across that spot for as long as the contamination remains — which is why routine drum cleaning and periodic surface inspection matter far more on a surface rewinder than on a centre-shaft machine, where the roll never touches a shared surface.
Inconsistent hardness between the first and last roll of a long run
If drum synchronisation drifts even slightly over a long shift — from thermal expansion of drive components or a slipping drive belt — the two drums stop running at exactly matched surface speed, and roll hardness gradually shifts as the run progresses. Scheduling a drive-synchronisation check as part of routine maintenance, rather than waiting for a customer complaint about roll consistency, catches this early.
Most of these issues trace back to mechanical maintenance discipline rather than any inherent weakness in the surface winding principle itself — which is exactly why buying from a manufacturer that builds precision-ground drums and provides clear maintenance guidance matters as much as the initial machine specification.
Also Known As
This machine and its winding style are referred to under several names depending on the region and industry segment:
- Surface Type Slitting Rewinding Machine
- Double Drum Type Rewinding Machine
- Surface Winding Slitting Machine
- Surface Slitter Rewinder Machine
- Surface Slitting Rewinding Machine Manufacturer
Why Yogi Engineering Works
Yogi Engineering Works, ISO 9001:2015 certified and based in Ahmedabad, Gujarat, manufactures surface slitting rewinding machines engineered around precisely the drum-synchronisation and nip-control principles explained above — precision-ground drums, reliable pneumatic nip loading, and rigid frames rated for genuinely large finished roll diameters across paper, film, foil, and fabric. We supply factory-direct across India and export to the UAE, Saudi Arabia, Bangladesh, Sri Lanka, Kenya, and South-East Asia.
Every machine is built to your actual material and diameter requirement rather than a one-size specification, and includes on-site installation, operator training on nip-pressure tuning, and lifetime spares support so a worn drum bearing or drive component never derails your production schedule for long. If your material profile also includes delicate lane-specific film or foil that would benefit from individual shaft tension, we also manufacture the centre-shaft slitting rewinding machine, and our engineers can help you decide which winding type genuinely suits your product mix. Reach us on WhatsApp at +91-8487884122 for an honest recommendation, not just a quotation.
Frequently Asked Questions
Is surface winding better than centre-shaft winding?
Neither is universally better — they suit different materials. Surface winding gives consistent hardness across many lanes and large diameters for dense, contact-tolerant materials like most paper and film. Centre-shaft winding gives finer, lane-by-lane tension control that delicate or surface-sensitive materials often need.
Can surface winding mark or scuff delicate film?
It can, since the roll surface stays in continuous contact with the drums throughout winding. Soft-touch laminates or sensitive metallized films are usually better suited to centre-shaft winding, which avoids continuous drum contact against the roll face.
What controls roll hardness in a surface slitting rewinding machine?
Nip pressure between the two drums is the primary control — higher pressure winds a harder roll, lower pressure a softer one — typically adjusted through a pneumatic or hydraulic loading system on one drum.
Which materials suit surface (double-drum) winding best?
Most paper grades, BOPP and polyester film, PVC and general plastic film, LD/PP material, many foil configurations, and woven and non-woven fabric all wind well on a surface machine, provided the material tolerates drum surface contact without cosmetic damage.
Ready for consistently hard, telescoping-free rolls at large diameter?
Written by
Yogi Engineering Works
Manufacturer of slitting rewinding & industrial converting machinery in Ahmedabad, Gujarat — serving packaging, printing & converting plants across India since 2021.
Want to discuss your line?
Share your width, speed and material — our engineering team will get back with a custom-built solution.
Machines mentioned in this guide

Slitting Rewinding Machine
Get factory-direct pricing — customised to your width, speed & material.

Rotogravure Printing Machine

BOPP Tape Slitting Rewinding Machine




Comments(0)
Be the first to comment.